复合耐磨钢板
双金属耐磨钢板
堆焊耐磨钢板
堆焊耐磨衬板
耐磨复合板
堆焊复合钢板
堆焊耐磨管
耐磨复合管
堆焊耐磨弯头
耐磨复合弯头
轧辊、中速磨堆焊加工
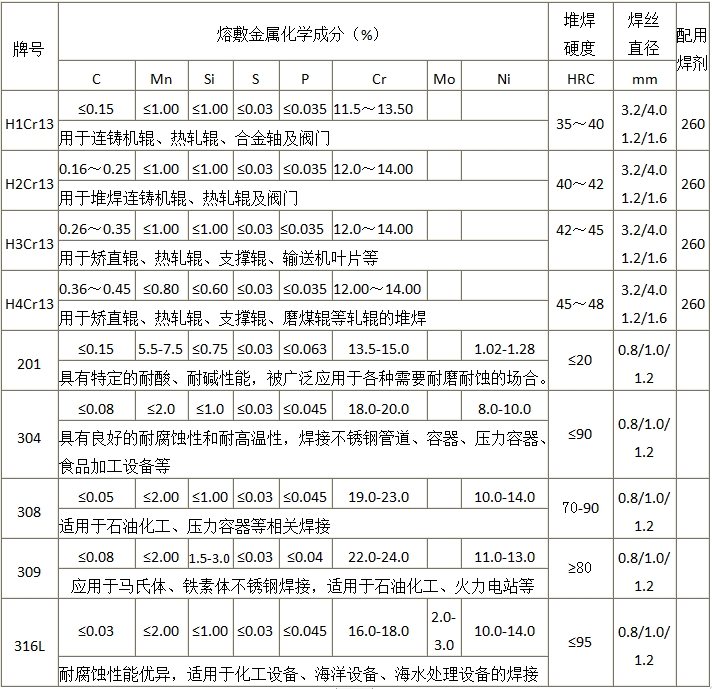
不锈钢焊丝
耐磨管道
双金属耐磨复合弯头
双金属耐磨弯头
中速磨、立磨磨辊(盘)堆焊修复
辊压机堆焊修复
耐磨明弧焊丝
高铬堆焊耐磨复合管道
疏浚管道
碳化铬复合耐磨管
矿山回填管道

性能特点
不锈钢埋弧焊丝配用相应的烧结或熔炼焊剂,可满足硬度在HRC30-55范围内各种、耐蚀、工作的埋弧要求,具有埋弧硬度均匀,好,堆焊深敷率高等特点,主要应用于钢铁行业,机械制造等。
产品分类
不锈钢焊丝可分为不锈钢实芯焊丝和不锈钢药芯焊丝。
不锈钢实芯焊丝
不锈钢实芯焊丝既可用惰性气体保护焊。也可用于埋弧焊。不锈钢MIG焊既可达到焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等。MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细, 容易实现喷射过度,使电弧变得 稳定。同时还能熔滴金属的湿润性,使焊道波纹美观,不易产生未焊透,夹渣,气孔等缺馅。埋弧焊用不锈钢实芯焊丝,其化学成分与气保焊不锈钢焊丝一样,但应配用无猛中硅氟或无锰低硅高氟型熔炼焊剂。
不锈钢药芯焊丝可以像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又的焊接,不锈钢药芯焊丝的应用以MAG焊为主,进行MAG焊时具有如下特点:
1、与手工焊相比,熔敷速度可提高2-4倍,其熔敷达90%。
2、对电流,电压的适应范围大,焊接条件设定较为容易,易于进行半自动和自动化焊接。
3、脱渣性良好,焊道表面光泽。另外,飞溅很少,电弧稳定性优良,X射线合格。
注意事项
1、采用直流反接;
2、焊接时,75%~80%Ar+CO2气体流量宜为20~25L/min;
3、焊丝的干伸长度宜控制在15~25mm范围内;
4、道间温度控制在135~165℃之间;
5、焊前 对焊件 铁锈、油污、水分等杂质。
制作标准
马氏体埋弧焊丝生产工艺流程为:放线→剥壳→电动钢刷除锈→水清洗→涂硼→烘干→拉拔→收线→检验。
具有尺寸,盘重大,化学成分稳定,产品性能优良,尤其是通条延伸性好,拉拔断头少等众多优点。
适用范围
不锈钢焊丝就是用不锈钢为原材料制作的各类不同规格和型号的丝质产品,镍铬不锈钢焊丝具有良好的性和 性,广泛应用于化工应用于钢铁、化工、机械五金、纺织印染、、装饰、建筑、造船等轻重工业。
技术参数